2017-ben számos fémnyomtatásra vonatkozó alapszabadalom járt le. Lökésszerű fejlődés indult el és ez lendület még mindig kitart. A következőkben a már bevett technológiákról, valamint egzotikus, érdekes megoldásokról is szó lesz.
A „fajok eredete”
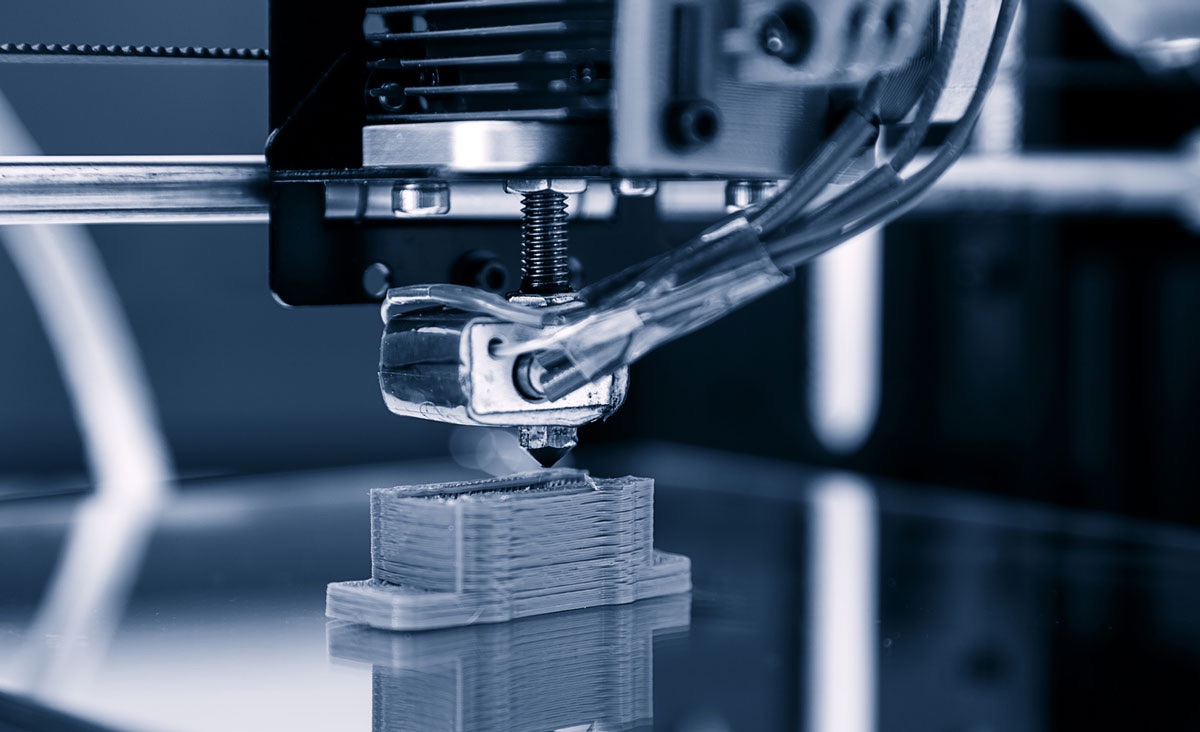
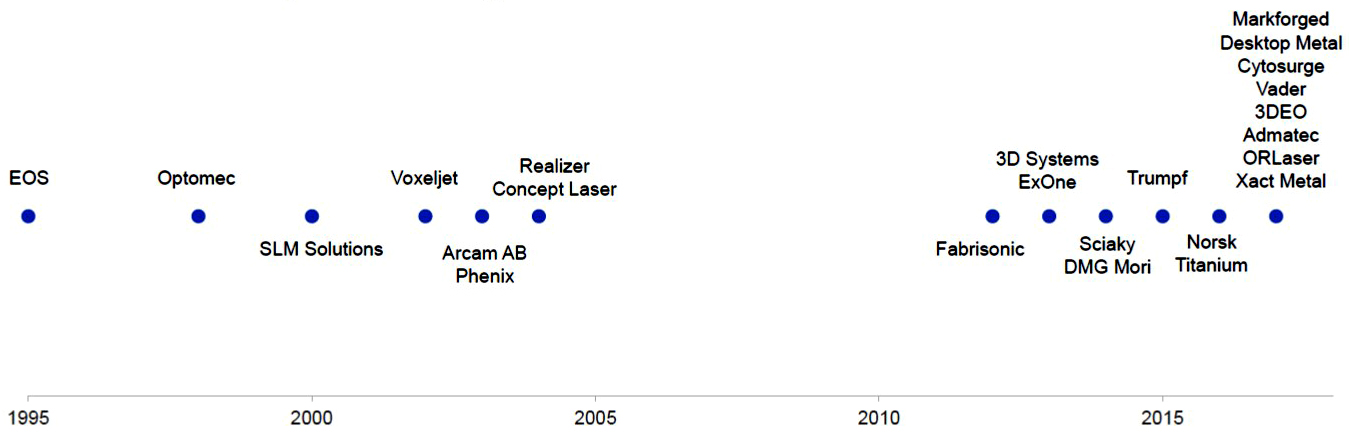
A fém 3D nyomtatás első szélesebb körben használható megoldása az EOS (Electro Optical Systems) nevéhez fűződik, akik 1995-ben bocsátották forgalomba első, fémpor-ágyas lézer szinterezési eljáráson alapuló (Powder-bed Direct Metal Laser Sinter) nyomtatójukat, amely sokáig az egyetlen fém nyomtatásra alkalmas technológiának bizonyult. 2003-bas az Arcam AB bemutatta az EBM (Electron Beam Melting) technológián alapuló nyomtatóját, amely utómunkálat és hőkezelés nélkül, még nagyobb precizitással volt képes munkadarabok előállítására az anyag tökéletes összeolvasztása révén. 2017-ben számos fémnyomtatásra vonatkozó alapszabadalom járt le, amelynek nyomán lökésszerű fejlődés volt tapasztalható és emellett számtalan teljesen új technológiai megoldásra építő gyártó lépett piacra szinte egy időben.
A fémnyomtatásnak mostanra számtalan módját szabadalmaztatták. Ahogy új szereplők lépnek a piacra, természetesen minden gyártó vagy startup a saját megoldását szeretné egyedi színben feltüntetni, ezért mostanra zavaróan sokféle elnevezés alakult ki akár nagyon hasonló alapelvű eljárásokra is. A fémnyomtatók „családfáján” való eligazodáshoz érdemes megnéznünk, hogy a fém alapanyagot milyen formában használja kiindulásként az adott típus, hogyan építi fel a rétegeket és milyen egyéb munkafázisok szükségesek a késztermék előállításához.
A közelmúltban számos új módszert szabadalmaztattak, de a fémnyomtatás legelterjedtebb alapanyag formája a fémpor. Az első gyakorlatban is alkalmazható fém 3D nyomtatók is tisztán fémport használtak. Habár nyers állapotában kezelése nehézkes és veszélyes, egyedi tulajdonságai miatt mégis ez a legkedveltebb fém kiindulási alapanyagforma. A legelterjedtebb tisztán fémporral dolgozó fémnyomtatók egy vékony réteg port terítenek szét egyenletesen az építő tálcára és a porrétegben megolvasztják a nyomtatandó modell keresztmetszetének megfelelő területeket. Ennek egy továbbfejlesztett megoldása, amikor a fémport a nyomtatófejben olvasztják meg a rétegek előállításához és a hegesztéshez hasonló módon építik fel a rétegeket belőle. A por megolvasztása történhet nagy erejű lézerrel vagy elektron sugárral.
A fémpor kezelésének nehézsége és az alkatrész nyomtatási folyamat (pontosabban magát a nyomtatatást végző gép) költségcsökkentése miatt fejlesztették ki a kötőanyagot használó eljárásokat, ahol a fémpor alapanyagot valamilyen vivőanyagba keverik (polimer, viasz, folyadék). A nyomtatáskor nem a fémet, hanem a kötőanyagot olvasztják meg, amihez természetszerűen nem szükséges akkora energia, így egy köztes munkadarab az úgynevezett „green part”, zöld alkatrész jön létre. Ezután az alkatrészt a fém olvadáspontjáig felhevítik egy külön kamrában, azaz „összesütik”, más néven szinterezik. A kötőanyagot ezt megelőzően vagy kimossák az alkatrészből vagy a szinterezés során kiég belőle. Az eljárásnak számos kedvező tulajdonsága van, ugyanakkor a kötőanyag eltávolítása és az összesütés során az alkatrész zsugorodik, amellyel mindig kalkulálni kell és deformálódhat is.
Természetesen léteznek ettől teljesen eltérő, „egzotikus” nyomtatási technológiák, amelyek nem illeszthetők ezekbe a kategóriákba, de a napjainkban legelterjedtebbek az előzőekben leírt elveken alapulnak. Az újabb módszerek közül például az EBAM fémhuzalt, a Material Jetting, a DLP vagy az NJP fém szuszpenziót, a réteglaminálás fémlemezeket használ kiindulásként.
Röviden összefoglalva a ma legelterjedtebb egyes nyomtató típusok elsősorban abban térnek el és úgy különböztethetők meg egymástól, hogyan és milyen formában használja az adott gép a fém alapanyagot (por, huzal, kötőanyagba ágyazva), milyen módon
(lézer, elektronsugár)
és hol olvasztja azt meg (a nyomtatóasztalon vagy a nyomtatófejben magában) és milyen jellegű utómunkát igényel a kész, már használható végtermék előállítása
(utólagos szinterezés, csiszolás)
.
Szinte minden 3D fém nyomtatófajta kicsit más-más feladatra igazán jó aszerint, hogy miből és milyen módon állítja elő a végterméket. A következőkben rövid leírások következnek az egyes típusok működési elveivel, és hogy milyen tulajdonságaik teszik őket ígéretessé a jövő gyártástechnológiái szempontjából, illetve arról, mit is takarnak a különféle betűszavak és rövidítések.
különféle fémnyomtatási technológiák elterjedtsége piaci részesedésük alapján (2018 - Sculpteo)
Más nevei:Direct Metal Laser Sintering (DMLS), Selective Laser Melting (szelektív lézeres olvasztás, SLM), Direct Metal Printing (DMP), Laser Powder Bed Fusion (LPBF)
Ez a leggyakoribb por alapú fémnyomtatási eljárás. Az SLS 3D nyomtatók nagy energiájú lézersugárral olvasztják össze a nyomtatandó alkatrészek rétegeit. A nyomtatás után a kezelő eltávolítja a kinyomtatott alkatrészt (vagy alkatrészeket) az építő tálcáról és utó kezeli azokat. Ez a technológia ma a legelterjedtebb ipari fémnyomtatási eljárás, a többi technológiát általában ehhez hasonlítva értékelik. Az SLM nyomtatott fém alkatrészekre nagy precizitás jellemző, ideális olyan komplex alkatrészek előállítására, amelyek a hagyományos (pld. forgácsolás) technológiákkal nem vagy csak nehezen előállíthatók. A felhasználási területek nagyon változatosak, használják fogászatban és egyéb egészségügyi alkalmazásokban, de a légiközlekedés iparágában is. A nyomtatási sebesség közepes. A nyomtátás pontossága a lézersugár fókuszáltságától és a rétegvastagságtól függ.
Ezeknek a gépeknek a felhasználhatóságát elsősorban az üzemi területtel szemben támasztott komoly biztonsági követelmények (a finom fémpor extrém módon veszélyes az egészségre) és az utómunkálás nehézségei korlátozzák. Az SLM fémnyomtatókat csak is képzett szakemberek üzemeltethetik ellenőrzött munkakörnyezetben. Az eljárás bonyolultságából adódóan az alkatrészeket gyakran módosítgatni kell és többször kinyomtatni a legmegfelelőbb eredmény elérése érdekében. Az elkészült alkatrészek utómunkálási igényei nagyok és szükséges őket hőkezelni is. Továbbá a fémpor, amit ezek a berendezések használnak azon kívül, hogy veszélyes elég drága is. A legtöbb SLS nyomtató állomás költsége telepítéssel együtt megközelíti az egymillió Eurót.
Direct Energy Deposition (DED) – közvetlen energiával történő rétegezés
A DED fémnyomtatás technológia esetén az újítás, hogy az alapanyag adagolás és annak hevítése egy helyen történik, a nyomtató fejben, nem a munkaasztalon. A kapott alkatrészek minősége nagyon hasonlít az SLS vagy EBM technológiával készültekéhez. A DED nyomtatók használhatnak fémport vagy fémhuzalt is alapanyagként.
Powder DED – poros változat, más néven porfújásos
Más nevei: Laser Material Deposition (LMD), Blown Powder
Az alapanyag miatt az SLS nyomtatás közeli rokona, a különbség, hogy itt nem az építő tálcán teríti el egyenletesen a fémport a nyomtató, hanem egy nyomtatófejből fújja azt a tárgyra, a fújás mellett a fejen lévő lézer azonnal megolvasztja a fémport. Mivel mindkét eljárás (SLM és Powder DED) lézert használ a fémpor olvasztásához, a kapott alkatrészek minősége ezért nagyon hasonló. A legfontosabb különbség, hogy a Powder DED gépek használhatóak nem nyomtatott alkatrészek javítására (anyag pótlására) is, köszönhetően a különleges anyag adagolásnak. Az elérhető anyagok, telepítési és üzemeltetés költségek, illetve az utómunka szükségletek közel azonosak az SLS nyomtatókéval.
Wire DED – fém huzal alapanyagú fémnyomtatás
A Wire DED nyomtatók nagyban hasonlítanak a porfújásos DED nyomtatókhoz, por helyett azonban fémszállal dolgoznak. A fémszálat itt is lézer olvasztja meg. Elsősorban nagyméretű (5 x 1 x 1 m) és gyorsabb fémnyomtatási feladatokhoz használják. Az alkatrészek nagyobbak, és gyorsabban készülnek el, azonban kevésbé pontosak a korábban felsorolt eljárásokhoz képest. Ezek a nyomtatók több millió Euróba kerülnek, és ezért egyelőre nagyon ritkák.
Electron Beam Melting (EBM) – elektronsugaras olvasztás
Másik neve: Electron Beam Additive Manufacturing (EBAM) elektronsugaras additív gyártás
Az EBM vagy EBAM fémnyomtatók lézersugár helyett elektronsugárral olvasztják meg a fémport. A közelmúltig a GE Additive volt az egyetlen olyan cég, ami elektronsugaras fémnyomtatókat gyártott. A technológia pontossága az SLS változathoz képest alacsonyabb, de a gyártás folyamata összességében gyorsabb nagyobb tárgyak esetén. Az EBM és SLM nyomtatók felhasználási területe, telepítési és üzemeltetési költsége közel azonos. Jelenleg ezek a legnagyobb fémtárgyat nyomtatni képes rendszerek. Gyors, viszont a felbontása viszonylag alacsony. Az új piaci színre lépők között van a Sciaky nevű cég, amely a fémport fémhuzallal váltotta ki, az alapelv – magas vákuumban elektronsugár segítségével megolvasztott fém rétegezése – gyakorlatilag azonos, ám az alapanyag kezelése egyszerűbb, veszélytelenebb és a gyártó szerint a gépük még gyorsabb is, mint az eddigiek. Ők az eljárásukat EBAM-nak nevezik az Electron Beam Additive Manufacturing kezdőbetűi alapján.
Binder Jetting – kötőanyag-fecskendezéses építés
A Binder Jetting fémnyomtatás egy nagy reményeket ígérő és megbízható eljárás, ami talán helyettesíteni tudja a jövőben a csak poros eljárásokon alapuló fémnyomtatókat. Ez a technológia nagyot fejlődött az utóbbi két évben, a kezdeti egy gyártó után ma már számos cég kínál ilyen eljárással dolgozó nyomtatókat, köztük vezető piaci szereplők is. Sebessége és kezelhetősége miatt talán ez lesz az a technológia, ami igazán termelékeny gyártási eljárássá emeli a fémnyomtatást.
Ezek a nyomtatók a hagyományos papírra történő 2D nyomtatáshoz hasonló fúvókás technológiát használnak. Először a gép egyenletesen fémport terít szét az építőtálcán, olvasztás helyett azonban a 2D nyomtatóknál is használt fúvókákból polimert fecskendeznek a nyomtatandó alkatrész keresztmetszetének megfelelő területre, finoman összefogva ezzel a fémport. A művelet rétegről rétegre ismétlődik, amíg fel nem épül a munkadarab.
A Binder Jettinggel készült alkatrészeket természetesen utókezelni kell, vagyis összeolvasztani, szinterezni. Ez a művelet gondoskodik arról, hogy teljesen fém alkatrészeket kapjunk. A nyomtatott alkatrészt annak olvadási hőmérsékletének közelébe hevítik egy kemencében, a kötőanyag elég, a megmaradt egymáshoz kötött fémpor részecskék alkotják az immáron tisztán fém alkatrészeket. A szinterezést lehet adagokban végezni, ami azt jelenti, hogy az utómunkálás nem befolyásolja jelentősen a termelékenységet.
A Binder Jettingnek két fő előnye van: az első, hogy a Binder Jetting berendezések gyorsak, mivel egyszerre akár több polimer fúvókával tudnak dolgozni. A másik fő előny, hogy ezek a gépek a teljes munkateret az SLS nyomtatókhoz hasonlatosan kihasználva egyszerre sok alkatrészt tudnak elkészíteni. Az elkészült alkatrészeket ezután egy megfelelő méretű kemencében akár egyszerre is lehet szinterezni, nagyban meggyorsítva ezzel a gyártási folyamatot. Mindezek következtében a Binder Jetting egy kifejezetten gyors eljárásnak mondható, a gyorsaságnak azonban ára van, jelenleg ezek a gépek még több millió Euróba kerülnek.
MPFE vagy BPE - kötött por alapú fém+polimer filament nyomtatás
Más nevei: Metal Polymer Filament Extrusion (MPFE), Atomic Diffusion Additive Manufacturing, Bound Powder Deposition, Bound Powder Extrusion (BPE)
A BPE gépek a fémnyomtatás izgalmas, új jövevényei. Az összes korábban említett típustól eltérően a BPE berendezések alapanyaga viasszal és polimerrel kötött fémpor. Ez az alapanyag sokkal biztonságosabban és könnyebben kezelhető a tiszta fémpornál. A BPE gépek alapanyaga kiszerelésében az FDM/FFF nyomtatók „filament” alapanyagához hasonlít, és maga a nyomtatási folyamat is az FDM/FFF nyomtatók működési elve szerint történik.
Az ezzel a szálhúzásos eljárással nyomtatott nyers – köztes - munkadarabokat szintén „zöld” alkatrészeknek hívják, ebben a fázisban még viasszal és polimerrel kötött, egyenletesen eloszló fémporból állnak. Nyomtatás után az alkatrészeknek két fő utómunka fázison kell átesniük. Első lépésben a polimert és a viaszt ki kell mosni az alkatrészekből egy erre kialakított speciális munkaállomáson, ezután az alkatrészeket szinterezni kell lényegében ugyanúgy, mint a Binder Jetting technológiával készült alkatrészeket. Szinterezés után az alkatrészek zsugorodnak, a kioldott viasz és polimer mennyiségének megfelelően, amellyel kalkulálni kell minden esetben. A megfelelő felületi minőségek eléréséhez előfordulhat, hogy az alkatrészeket polírozzák is. Mivel ez egy „filament” alapú nyomtatás, ezért a geometriai kötöttségek is nagyon hasonlóak az FDM/FFF nyomtatók kötöttségeihez. A BPE nyomtatás legnagyobb előnye, hogy a rendszer nem használ szabad fémport, az infrastrukturális környezet kialakítása jelentősen olcsóbb a korábban felsorolt fémnyomtató típusokhoz képest. A BPE rendszerek teljes beszerzési és üzembe állítási költsége hozzávetőlegesen a korábban felsorolt technológiák költségének 1/5 –e. (kb. 45.000.000 – 60.000.000 Ft). Ilyen piacon is kapható típus a Markforged Metal X fémnyomtató.
Az újítás a BPE eljáráshoz képest az alkatrészkészítéshez szükséges valamennyi munkafolyamat egyetlen gépbe integrálása, a „zöld” alkatrész nyomtatástól az összesütésig, illetve annak speciális módja. A Desktop Metal által kifejlesztett szinterezési módszerrel – a gyártó állítása szerint - gyakorlatilag bármilyen fémet tudnak nyomtatni. Acélt, alumíniumot, rezet, de akár titán alkatrészeket is. A Desktop Metal rendszerek legnagyobb különbsége a BPE megoldásokhoz képest a saját szabadalmaztatott mikrohullámú kemence. A cég évtizedes kohászati tapasztalatai alapján kifejlesztett szinterezőkemence lényege, hogy egyszerre hagyományos és mikrohullámú melegítést is alkalmaz, hogy egyenletes zsugorodást és minimális torzulást biztosítson a folyamat során. Mivel az egyes ciklusokat a szinterelt alkatrészre optimalizálhatják, ezért precízebb és gyorsabb mint a hagyományos BPE eljárás.
Magnetohydrodynamic Deposition
A rendszert az amerikai Vader család – azóta startup cég – fejlesztette ki. A Vader-féle nyomtató a tintasugaras nyomtatók működését a magnetohidrodinamika (MHD) elvei segítségével utánozza: az elektromos vezetőképességű folyadék (itt fémolvadék) külső elektromágneses erőtér hatására mozogni kezd, és ez a mozgás manipulálható.
A prototípus gyakorlatilag egy mini alumínium kohó, ahol az olvadt alumínium cseppeket mágneses mező segítségével „terelik” a kívánt irányba. A fémolvadék egy szűk kamrán áthaladva csorog egy pulzáló mágneses mező irányába, amitől az olvadékból cseppek válnak ki. A formálódó cseppek lehullanak egy alulról fűtött, mozgó lemezre, amelyen az egymás után sugárban érkező, összeolvadó cseppekből kialakul a kívánt háromdimenziós forma. A megvalósításba a feltaláló - Zack Vader - mérnök édesapja is beszállt, aki a technikai részletek kidolgozásához a Buffalo Egyetem kutatóihoz fordult. A prototípust úgy szeretnék átalakítani, hogy több fúvókája legyen, felgyorsítva a gyártást, valamint a „mini kohó” teljesítményét is szeretnék fokozni. A leendő gép már 1400 Celsius-fokon is működne, azaz akár acél olvasztására is alkalmas lenne.
Mikrofluidikus galvanizáció
Másik elnevezése: Microfluiditic Galvanisation Material Jetting
A Material Jetting (MJ) eredetileg polimer nyomtatási technológia, amely hasonló módon működik, mint a 2D nyomtatók. A nyomtatófej (hasonlóan a hagyományos tintasugaras nyomtatáshoz használt nyomtatófejekhez) olyan fényérzékeny anyag cseppjeit injektálja ki, amelyek ultraibolya (UV) fényben megszilárdulnak, így építve fel a rétegeket. A fémnyomtatásban vagy közvetlenül ezt a módszert használják fém szuszpenzióval vagy az elvet másolják le – pld. az NJP-nél – de a kötőanyag nem UV hanem hő vagy kémiai reakció hatására szilárdul meg.
A NanoParticle Jetting technológia lehetővé teszi a kerámia és fém hibrid – többféle anyagból álló - alkatrészek additív előállítását. Eredete szerint ez is a Material Jetting (MJ) megoldások közé sorolható. Egyelőre ez a piacon eddig az egyedüli 3D nyomtatási módszer, amely egy menetben többféle anyagosztály nyomtatására képes (fém és kerámia egyszerre).
A VAT eljárás fém nyomtatásra átalakított megoldása. Ezzel a módszerrel kiemelkedő pontossággal, ráadásul elfogadható áron lehet alkatrészeket előállítani, ezért úgy tartják, hogy a DLP fém-nyomtatás a fém fröccsöntés (MIM: metal injection molding) alternatívája lehet bonyolult alakú eszközök nagytermelékenységű előállítására. Az utókezelés (szinterezés) szükségessége miatt a töltőanyagos fémnyomtatással rokon eljárás, azok előnyeivel és hátrányaival (pld. zsugorodás). A különbség a hagyományos filament és a folyadékágyas nyomtatókhoz hasonlítható felbontásba, sebességben és üzemeltetési sajátosságokban is.
Réteg laminálás (sheet laminating) UAM, LOM UBAM
Érdekes megoldás, ahol lézerrel vagy késekkel fémlemezeket vágnak formára, amelyeket rétegenként egymáshoz ultrahangos hegesztéssel illesztenek össze. A rétegvastagság értelemszerűen a lemezvastagság függvénye. Az első eljárás, amely fémlemezeket használ alapanyagként, olcsó, ám felhasználhatósága egyelőre elég korlátozott.